Multicore Cable Manufacturers in India
Table of Contents
Introduction
Established in 2013 and headquartered in Rajkot, Gujarat (India), Megacab is a trusted name in the manufacturing, trading, and exporting of high-quality wires and cables. Built on a strong foundation of engineering excellence, innovation, and customer-first values, we deliver reliable electrical solutions that power homes, industries, and infrastructure across India and global markets.
Cables are crucial for powering systems, structures, and machinery in today’s rapidly expanding industrial world. Multicore are one of the most popular types due to its effectiveness, robustness, and capacity to transmit several electrical impulses simultaneously. Selecting the appropriate business is crucial if you’re looking for trustworthy Multicore Manufacturers in India. In addition to producing high-quality goods, a reputable manufacturer guarantees long-term dependability, performance, and safety. Megacab is a reputable brand in the business that is well-known for providing high-end multicore to a variety of Indian industries. We are the best Multicore Cable Supplier in Rajkot.
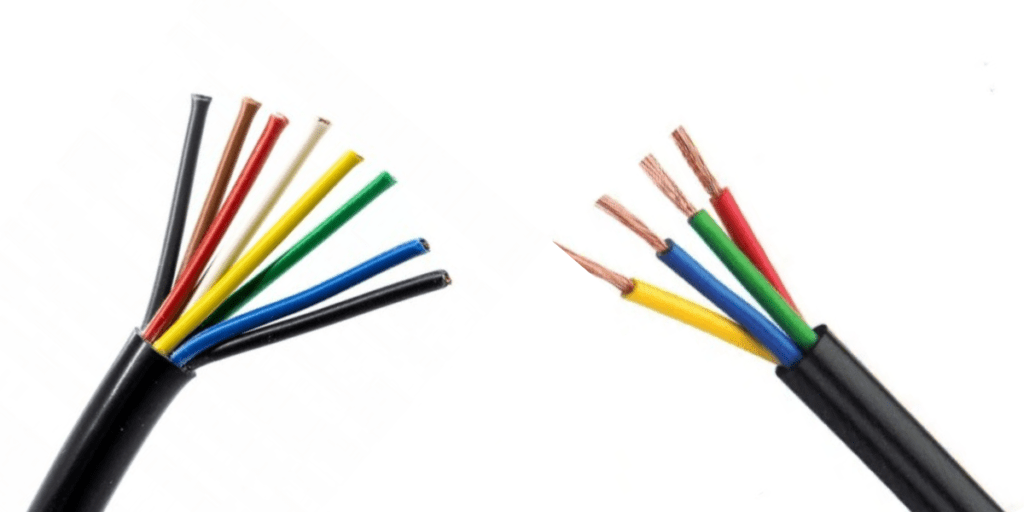
What are Multicore Cables
- Multicore cables are electrical that contain more than one core (conductor) within a single outer sheath. Each core is insulated separately, allowing it to carry multiple signals or power lines simultaneously. We are the best Multicore Cable Exporter in India.
- Industrial machinery
- Control panels
- Power distribution systems
- Automation systems
- Communication equipment
- Instead of using several single-core multicore, provide a compact and organised solution. This makes them highly suitable for industries where space, efficiency, and safety are important.
Why Choose Megacab
1. Advanced Manufacturing Technology
- Indian multicore cable manufacturers are equipped with modern production facilities and advanced machinery. Many companies have adopted global standards in manufacturing, including automated processes, precision engineering, and strict quality control systems
- Uniform insulation and conductor quality
- High durability and flexibility
- Resistance to environmental stress
2. Cost-Effective Solutions Without Compromising Quality
- One of the biggest advantages of choosing Indian manufacturers is competitive pricing. Compared to manufacturers in Western countries, Indian companies provide high-quality multicore cables at significantly lower costs.
- Lower labor costs
- Efficient production systems
- Strong local supply chains
3. Wide Range of Product Offerings
- Multicore cable manufacturers in India offer a diverse portfolio tailored to different industries and applications. These include:
- Control cables
- Power cables
- Instrumentation cables
- Armoured and unarmoured cables
- Flexible multicore
4. Strong Export Capabilities
- India is one of the leading exporters of electrical Indian multicore manufacturers supply products to regions like the Middle East, Africa, Europe, and Southeast Asia.
- Compliance with international standards
- Reliable logistics and shipping networks
- Experience in handling bulk orders
5. High-Quality Raw Materials
- Quality begins with raw materials, and Indian manufacturers place strong emphasis on sourcing premium-grade copper, aluminium, and insulation materials.
- Better conductivity
- Longer cable life
- Reduced maintenance costs
6. Customisation and Flexibility
- Indian manufacturers are highly flexible when it comes to customisation. Whether you need specific insulation types, core configurations, or voltage ratings, manufacturers can tailor products to meet your exact requirements.
- Industrial automation projects
- Infrastructure development
- Specialised engineering applications
7. Skilled Workforce and Engineering Expertise
- India has a large pool of skilled engineers and technicians who specialise in electrical and cable manufacturing technologies. Their expertise ensures precision in design, manufacturing, and testing.
- Innovative cable solutions
- Consistent product quality
- Efficient problem-solving
8. Strict Quality Control and Testing
- Quality assurance is a top priority for multicore manufacturers in India. Products undergo rigorous testing at multiple stages, including:
- Conductor resistance tests
- Insulation resistance tests
- High voltage testing
- Flame retardant testing
9. Growing Infrastructure and Industrial Demand
- With rapid urbanisation and industrial growth, India has significantly invested in infrastructure, energy, and manufacturing sectors. This has pushed manufacturers to continuously improve their products and capabilities.
- Power generation and distribution
- Smart cities and infrastructure projects
- Oil and gas industries
- Renewable energy
10. Strong Government Support
- The Indian government supports manufacturing through initiatives like “Make in India,” which encourages local production and global competitiveness.
- Improved product quality standards
- Increased production capacity
- Better global reach
11. Eco-Friendly and Sustainable Practices
- Many multicore cable manufacturers in India are adopting environmentally friendly practices. These include:
- Use of recyclable materials
- Energy-efficient manufacturing processes
- Compliance with environmental regulations
Applications of Multicore Cable
1. Industrial Applications
- Multicore systems are extensively used in industrial environments such as factories, plants, and manufacturing units.
- Control panels and switchboards
- Heavy machinery and equipment wiring
- Automation and robotics systems
- Conveyor systems and production lines
2. Control & Instrumentation Systems
- Multicore cables are ideal for transmitting multiple control signals in one compact system.
- PLC (Programmable Logic Controller) systems
- Instrumentation panels
- Process control industries
3. Power Distribution Systems
- Many multicore cable manufacturers in India design specifically for power transmission.
- Low-voltage power distribution
- Electrical wiring in buildings
- Commercial and industrial power supply
- Substations and electrical panels
4. Audio & Entertainment Industry
- Multicore play a major role in professional audio systems.
- Recording studios
- Live concerts and stage setups
- Broadcasting systems
- Sound mixing consoles
5. Building & Infrastructure Wiring
- These cables are commonly used in residential and commercial construction.
- Internal wiring systems
- Lighting connections
- HVAC (Heating, Ventilation, Air Conditioning) systems
- Elevators and escalators
6. Agriculture & Submersible Pump Applications
- Flat multicore is widely used in agriculture.
- Submersible pumps
- Borewell systems
- Irrigation systems
7. Automotive & Battery Systems
- Multicore cables are used in vehicles and battery connections.
- Battery wiring
- Electric vehicles (EV systems)
- Automotive control systems
8. Medical & Specialised Equipment
- Multicore are also used in advanced equipment.
- Medical devices
- Laboratory instruments
- Diagnostic machines
9. Communication & Data Transmission
- These cables are widely used for communication systems.
- Telecommunication networks
- Data transfer systems
- Networking equipment
10. Transportation & Infrastructure Projects
- Multicore is essential in large-scale infrastructure.
- Railways and metro systems
- Airports and stations
- Smart city projects
Table Specifications of Multicore Cables
| Specification | Details |
|---|---|
| Material | Multicore Cables |
| Number of Cores | 2 Core to 24 Core (or more) |
| Insulation Material | PVC / XLPE |
| Voltage Rating | Up to 1100V |
| Temperature Range | -15°C to +70°C (PVC) |
| Sheathing Material | PVC / FR / FRLS |
| Armouring | Optional (Steel Wire / Aluminium) |
| Standards | IS:694 / IS:1554 |
| Application | Industrial, Commercial, Residential |
| Color Options | Red, Yellow, Blue, Black, Green, etc. |
Benefits of Multicore Cable
1. Space-Saving Design
- One of the biggest advantages of multicore is its compact structure. Instead of using multiple single-core wires, all conductors are combined into one cable.
- Reduces clutter in electrical panels
- Ideal for tight spaces and control systems
- Saves up to significant installation space
2. Easy & Faster Installation
- Multicore simplify the wiring process by reducing the number of needed.
- Less time required for installation
- Reduced labor cost
- Faster project completion
3. Better Cable Management
- Handling and organising a single multicore is much easier than managing multiple wires.
- Cleaner and more organised wiring systems
- Reduced chances of wiring errors
- Easier identification and maintenance
4. High Durability & Protection
- Indian manufacturers design multicore with strong outer sheathing (PVC, XLPE, or rubber), ensuring:
- Resistance to abrasion and mechanical damage
- Protection from moisture, chemicals, and heat
- Long service life even in harsh environments
5. Improved Safety & Reliability
- Multicore cables offer enhanced safety features:
- Reduced risk of short circuits
- Strong insulation between cores
- Flame-retardant and moisture-resistant properties
6. Better Signal Quality & Reduced Interference
- Advanced multicore cables come with shielding and twisted cores, which:
- Minimise electromagnetic interference (EMI)
- Improve signal transmission quality
- Ensure stable data and control signals
7. Flexibility & Easy Routing
- Multicore is highly flexible due to its multi-strand construction.
- Easy to bend and install in complex paths
- Suitable for moving machinery and dynamic applications
- Ideal for compact installations
8. Cost-Effective Solution
- Although multicore cables may have a slightly higher initial cost, they reduce overall expenses by:
- Lower installation cost
- Reduced maintenance needs
- Less wiring material required
9. Multi-Functional Usage
- Multicore cables can handle different functions simultaneously:
- Power transmission
- Signal control
- Data communication
Types of Multicore Cables
1. Power Multicore Cables
- These are used for transmitting electrical power in industries, buildings, and infrastructure projects.
Features:
- High voltage capacity
- Durable insulation
- Long service life
2. Control Multicore Cables
- Control are used in automation systems to control machinery and equipment.
Applications:
- Manufacturing plants
- Control panels
- Industrial machines
3. Instrumentation Multicore Cables
- These are specially designed for transmitting signals in sensitive equipment.
Benefits:
- High accuracy
- Minimal signal loss
- Protection from interference
4. Armoured Multicore Cables
- Armoured cables come with an additional protective layer, making them suitable for harsh environments.
Advantages:
- Extra mechanical protection
- Suitable for underground use
- Resistant to damage
5. Unarmoured Multicore Cables
- These are lightweight used in less demanding environments.
Uses:
- Indoor wiring
- Electrical appliances
- Light-duty applications
Conclusion
Multicore cables are an essential part of modern electrical systems, offering convenience, efficiency, and reliability. With increasing demand across industries, choosing the right manufacturer becomes very important. We are the best Multicore Cable Exporter in Gujarat.
Among the top Multicore Manufacturers in India, Megacab stands out for its commitment to quality, advanced technology, and customer-focused approach. Whether you need cables for industrial use, infrastructure projects, or automation systems, Megacab provides durable and high-performance solutions.